(SCIC)
INTRODUCCIÓN:
El uso de los sistemas de controles industriales aprovecha las ventajas que proporcionan tanto los Autómatas programables (PLC) como las ventajas de un Ordenador industrial (PCI). Esta asociación que se realiza mediante un Software nos permite administrar muy ágilmente una Planta o Línea de Producción, monitorear procesos industriales críticos, emitir reportes y certificados de calidad, controlar cuantitativa y cualitativamente la producción, llevar registros de la «producción no conforme”, llevar registros de alarmas industriales mediante sensores de niveles, temperaturas, rpm, presión, etc., e incluso, modificar parámetros de producción.

Tenga el control, en sus manos!

Éste sistema tiene una gran ventaja, que tiene que ver con “Centralizar la información” para luego procesarla. De ésta manera evitamos, por ejemplo, que la persona que tiene la responsabilidad de garantizar el funcionamiento continuo de una línea de producción “no ande recorriendo toda la planta en busca de la información”, sino que el sistema hace que la información llegue a su oficina o a la gerencia, pudiendo incluso emitir alarmas vía e-mail o SMS.
DESCRIPCIÓN GENERAL:
Básicamente un sistema de control industrial centralizado se compone de 3 módulos que describiremos a continuación:
1) Autómata programable (PLC): Éste es el elemento funcional más importante de la instalación, debido a que es el elemento también más inteligente de todos. Aquí se escruta el estado de todos los canales de entradas de alarmas y sensores, tanto analógicas como digitales y se procesa la información dando como resultado eventos en las salidas. En ambientes muy críticos, se puede colocar un sistema auxiliar redundante por si en algún momento fallara el autómata principal, tomando el mando el autómata que estaría en stand-by, con el objetivo de que en ningún momento quede inoperativo dicho sistema (esto se utiliza en ambientes de máxima seguridad, atmósferas explosivas, etc).
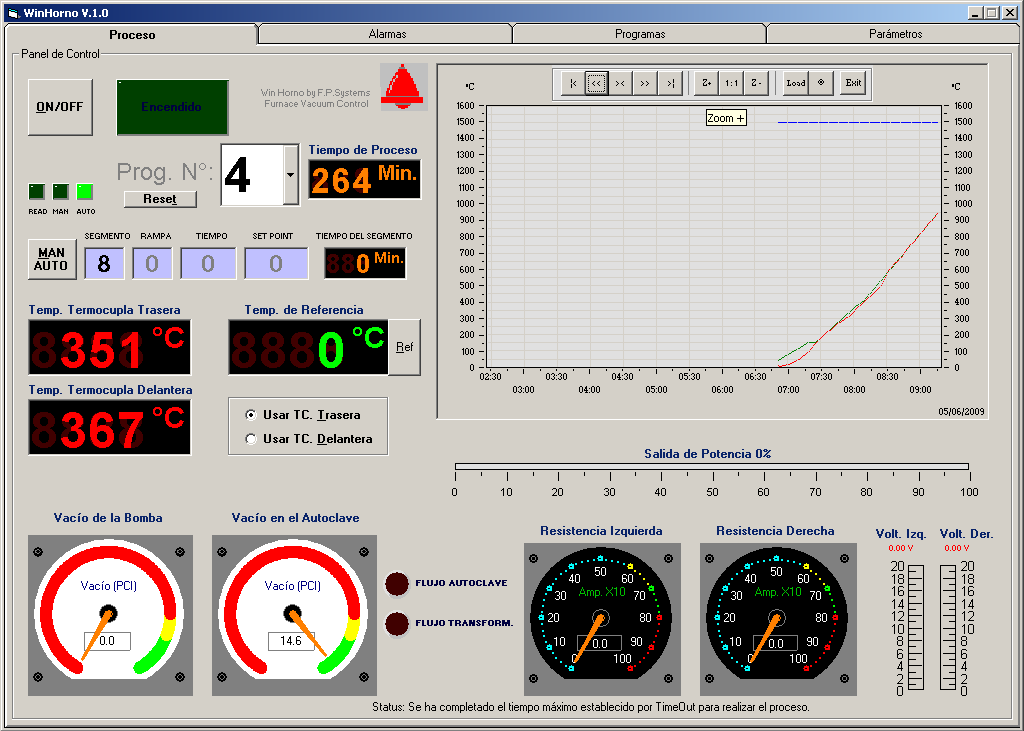
2) Ordenador Industrial (PCI): En el caso de éste elemento, representa la interfaz con el usuario, lo que le permite al operador interactuar con el sistema, monitorear el estado actual de la planta o línea de producción, leer y modificar parámetros e incluso transportar la información mediante redes de computación LAN o mediante escritorio remoto acceder vía internet desde cualquier parte del mundo. Es también aquí donde se pueden configurar todos los parámetros de dicha instalación. Dispone, además, de un histórico de alarmas gráficas históricas y, en tiempo real, de todos los canales de lecturas digitales y analógicos.
Pantalla táctil (Opcional): Al igual que el ordenador, aquí se visualiza gran parte de los datos de la instalación y se puede también configurar parte de los parámetros de la misma. Esta pantalla se puede instalar para caso de fallo o parada momentánea del ordenador, o sencillamente para brindar otro punto de acceso en otro sitio de la planta.
3) Sensores (Digitales y Analógicos):
Otra parte importante del sistema tiene que ver con colectar los datos de los puntos estratégicos de la planta al autómata o PLC. Los sensores pueden ser digitales (On/Off) para realizar conteos de piezas, determinar posicionamiento de piezas móviles, niveles máximos y mínimos de tanques, etc. También se utilizan del tipo analógicos (0-20ma o 0-10V) para realizar mediciones de variables de producción tales como temperatura, presión, vacío, etc.
El tendido de los sensores en una planta industrial, es un asunto importante, ya que se debe cuidar la integridad de la señal de factores como el ruido eléctrico y caída de tensión. Se debe tener en cuenta que para sensores digitales hay que evitar una caída de tensión entre el punto de censado y el autómata programable mayor a los 4 Volts. Por lo que no se sugiere un tendido mayor a 100mts. con respecto a los sensores de 4-20ma igualmente no se recomienda superar los 100mts, mientras que con sensores con salida de 0-10V no se recomiendan distancias mayores a 12 mts.
Con relación a la conexión del autómata al ordenador, cuando se realiza directamente por puerto RS-232 no es recomendable que el tendido sea mayor a 16mts. Cuando se necesita colocar el autómata a una distancia mayor, se pueden utilizar convertidores de señal a RS-485. Otra alternativa para grandes plantas es realizar una red con varios autómatas (PLCs) conectados entre sí , donde el Maestro o servidor se conectaría al ordenador PCI.
Autor: Fernando Polverini 04/04/2009. (Revisión 01/2017)
Modelos para Diseñar un centro de control
